Garage Floor Mechanics: Fluid Leak Analysis. [Editor] See this useful chart, copyright by and courtesy of Popular Mechanics Magazine, to help you diagnose fluid leaks on your garage floor.
Socket Sets: Twelve or Six Point? [Editor] When I began working on cars, I considered my Sears 12-point socket set adequate. Many stuck and rounded bolts later, I now use a six-point set almost all the time unless tight clearance demands a twelve-point socket. If the nut or bolt is at all rounded, corroded, badly stuck or worn, a six point socket will grip much better and prevent further rounding. A twelve-point socket or wrench will make matters much worse. Similarly, if you encounter a damaged or stuck bolt head and are using a box-end wrench, consider buying a six-point wrench for the application (Lowe's in the US sells a nice six-point combination wrench set.) This prevents further damage to the bolt or nut.
Flare Wrenches. Flare wrench quality is critical when loosening a stuck brake or fuel line fitting. Cheap flare wrenches are not dimensionally accurate and the jaws can open up under stress. [Tips from Chuck] Craftsman, KD and Easco are the same bunch from Danaher manufacturing; their heads tend to open up under stress. Any other wrench they make is fine, have used them for years. Mac Tools' tend to open up as well. For high-quality flare wrenches, Snapon is not the only choice: SK and Bonney do just fine with their line wrenches. [Jerry Casey] If your flare wrench tends to open up on a stuck nut, place a vice grip pliers on the end to secure it on the nut.
Loosening Tight Bolts and Studs.
Penetrating and Dismantling Oils. Forget about WD-40 and Liquid Wrench. Far better choices in the US and Canada are:
- PBBlaster, available at IPD, Walmart and other mass marketers
- Kroil is another good brand.
- CRC Freeze-Off which uses a combination of penetrants and a freezing spray to shrink metals
[Peter Milne] In the UK, try E.A.C.'s PlusGas Formula A, available from tool and engineers' supply shops.
[Editor] A study done by Machinist's Workshop magazine in their April 2007 issue looked at different penetrating oils to see which one did the best job of removing a rusted bolt by measuring the pounds of torque required to loosen the bolt once treated. While not scientifically accurate, it turns out a home brew of 50:50 automatic transmission fluid and acetone works best!
Summary of the test results:
| Penetrating Oil |
Average Torque |
| None |
516 pounds |
| WD-40 |
238 pounds |
| PB Blaster |
214 pounds |
| Liquid Wrench |
127 pounds |
| Kano Kroil |
106 pounds |
| ATF-Acetone mix |
53 pounds
|
Techniques. [Pat Dwyer] Try TIGHTENING the offending item, just a LEETLE bit, THEN try loosening it. Since learning THAT one, it has come in handy mucho times.
The P.O. thread-locked a carburtor together and I risk snapping off a screw. Any solvent that will dissolve this? [Dave Lot] Usually heat is used to soften up and remove locked fasteners. Then you can use a solvent on the bolt threads to clean the remains. [McDuck] Spec is 400 F; try a soldering iron on the screw, or a torch.
Using Wax and Heat. Heat the area around the bolt with a propane torch, and touch a candle or beeswax to the threads. The wax will be sucked into the opening around the threads, and the bolt can be removed easily. The heating and candle application may have to be repeated a couple times. This works on the same principle as sweat-soldering copper pipes, and will work where penetrating oil will not. (Always use care when and where you apply heat). [Art Benstien] In the absence of beeswax, I used Chapstick and it worked well.
Using Cold. Gently heat the area around the female side with a heat gun and then spray the male side with a can of CRC Freeze-Off Spray or electronics freeze (used to locate intermittent breaks on circuit boards: buy it at Radio Shack). This may shrink the male bolt enough to break the bond and then allow you to first tighten (as above), then loosen. If using the Radio Shack spray, use it with PBlaster to ensure that it penetrates into the joint.
Other Tools. Try using a pipe wrench: the self locking action against the bolt head will often cause it to turn, but will also destroy it in the process so have a spare.
Cutting Off the Offending Nut. [Tip from Randy G.] When removing rusted or otherwise stuck nuts or bolts, penetrating oil and impact tools can work, but sometimes just make the job more difficult (as when breaking off a fastener below a point where it can easily be accessed). One of the handiest tools is a Dremel type tool (high speed, power rotary tool) . Using the small cut off wheels (approx. 1" in diameter) spinning at high speed (30,000 rpm depending on the tool) these thin, brittle wheels can cut through even the hardest steel. I have used this method to remove a stripped axle spindle nut without damaging the threads of the spindle. Be aware that a full-face protection shield is recommended and that spectators remove themselves from the area. When these little wheels break they can travel some distance. The wheels are available in little containers of 25 (I think) and although they will break quite often until you get the feel for them they are relatively inexpensive.
Loosening Stripped Drain Plugs. For removing stripped transmission and differential drain plugs:
- Try heating area of bolt with a heat gun and then cooling the bolt (see note above on Using Heat and Cold). Use a six-point socket after cleaning up the hex sides with a file.
- Try removing the whole cover and then drilling it out, or get another cover from a salvage yard
- Give it a shot of PB'laster and let it sit over night. Then apply a pipe wrench. The pipe wrench will mess up the bolt head but it's shot anyway. The design is such it will grip tighter the more torque you put to it ... and it was made to, among other things, grip round pipe. I've used a pipe wrench with good results on a number of really nasty, stubborn drain and fill bolts on both diffs and trannys. Not an orthodox tool for Brick repair granted ... but it often works in situations like this.
Broken Stud Extraction: Numerous Techniques. For tips regarding broken stud removal and repair, see the discussions in Exhaust and Turbo.
Welding Technique for Broken Stud Extraction. [Chris Harrison/Jeff Goggin]
The procedure: Using a welder, slowly build up a bead of weld on top of the stud, until it clears the surface of the head. Using vice grips, grab the weld and twist out the stud remains. I used an oxymig at the slowest wire feed, and a medium high setting (110v 30amp welder) - ground clamp to the #1 cam journal.
The patient: Warped exhaust manifold popped #1 and #2 upper and lower studs. This car already had the upgraded studs and washer/nuts found on the later turbo cars.
The problems I encountered: On a couple of them, the weld would break before the stud would break free. I just kept going at it, rewelding until the stud broke free. Some times this took over 6 applications of the weld bead technique.
Suggestions I found that worked:
- On one of the studs, I found that someone had overtorqued the stud so that it ruined the top threads of the hole. I used a drill bit and opened up the hole a bit until it had slightly cut the top threads. Then rocked the stud back and forth (applying some WD) until it cut it's way out of the top threads
- Another stud I found was really in the head solidly. After 6 repeated attempts, I drilled two holes and made a slot in the top of the stud, then did the weld technique again (effectively welding a screwdriver tip into the stud).
- Yet another stud broke free (finger tight) just by applying the first weld bead to it (adding credence to Jeff's surmise that the effect of the weld electrolysis itself loosens the bond between the two materials)
- Using a hammer on the top of the bead each time, I tempered the bead, which appeared to reduce the chances of shearing the bead off the stud.
- Allowing each bead to cool before adding more material, is the key to getting this right.
- If the stud has any length extending above the surface, weld a nut on to the stud. That way, you have a nice big area to build up the weld, and something nice to grab on to once the weld is finished.
- The welding method works best if the head is out of the car.. Flammable things always concern me when welding, even though it isn't a huge concern here. The angle one has to work with is not quite comfortable. Tough to get a good ground sometimes, things like that.
I used the slowest wire feed setting on my welder (mig - med high amp setting) basically dropping weld beads onto weld beads. As this was my first attempt at this procedure, I took the easy route (85 5k fwd) and pulled the head to get the studs out on the customer car. I have no doubt that this procedure can be done in the car, it's just a tougher job, and if number 4 or 5 is toasted, bigger than just removing the head itself. This procedure negates *any* need for the drill and helicoil procedure even the dealer uses. The biggest problem with the drill and helicoil is getting a straight hole, and not going thru to the water jacket beneath.
Broken Headbolt Removal. [Inquiry] While removing the head in my '93 960, one of my head-bolts sheared off right where the threads start (a good 2" below the top of the block). [Response] I had one break in a '92. The furthest one in the back,right. What I did is use a little CRC lube and then used a left handed drill bit, 5/16". After about a 1/4" the drill bit removed the broken bolt.
Drilling a Pilot Hole. [Editor] QuikCenter is a nice tool to guarantee a centered pilot hole.
Broken Screw Extraction. [Inquiry] I have a stripped Torx screw that will not come out. How can I remove it? [Response: Don Foster] Here are some ideas:
- If you have access, try cutting a slot in the head to accept a screwdriver.
- You can try the old trick for loosening/tightening nuts 'n bolts ---- use a hammer and chisel, and hit the side of the head tangentially with the chisel, so as to produce torque. I've done it to remove stripped nuts -- it works, sometimes. Unfortunately, if the bolts were tightened so tight that they stripped, I doubt you'll loosen them this way. [Response] I've NEVER not been able to get one with a chisel. The shock of the blow usually loosens them first shot, then a loose fitting torx or allen finishes the job.
- You can drill deep enough so you can fit a shouldered-type easy-out (the Snap-on style).
- Try grabbing the heads with Vise-grips
- If you cut or grind the heads off, the remaining portion (like a stud) will probably unscrew with your fingers. Unless the bolt has bottomed, the tension is produced by tightening against the head. Cut the sides of the heads back using a 1/4" grinder or Dremel to remove the tension. This will also leave leave something to grab. Hell, maybe you can even grind a hex so you can fit a socket on them.
Removing Rounded Nuts and Bolts. [Phil Connell] Buy an Irwin Bolt Grip set. It's a God-send. Can't believe I didn't have one already. It's truly a must have set of sockets for anyone's tool set.
I also used the trick of heating the nut and bleeding beeswax into the threads. Works great. After an hour, I heated the nut again, tapped on the 13mm bolt grip and voila! The bolts came off like a dream. One of them was totally destroyed but I was still able to get it off.
Removing Inaccessible Nuts and Bolts. [Editor] Removing inaccessible nuts and bolts, like the nut holding the exhaust manifold bracket to the block on 740/940 Turbo engines, can be next to impossible without a very short socket. Create one by buying at Sears or Harbor Freight a small attachment set that turns a normal combination wrench into a socket holder. The insert fits into the wrench; it holds the socket. You then have access to the nut without grinding down a socket on a grinding wheel.
Welded Frame Nuts Break Off. [Editor] There are a number of body attachment points that use nuts welded to the frame (e.g., the four bolts holding the transmission mount to the frame). Sometimes these welds fail. [Eric Hamlet] The following technique will work to repair them as long as the hole for the welded nut
has not been enlarged by the sheet metal being torn away with the old
welded nut.
Insert a serrated flange nut inside the frame.
Sometimes we can find a hole that is close enough so we can manipulate the nut with a magnet, or sometimes we have to slot the hole just enough to get the flange part of the nut turned sideways to pass through the old hole.
It is a little tricky to get the bolt started and then you have to pull on the transmission crossmember while tightening so the serrated nut grabs on the inside.
An electric or pneumatic tool makes this job easier.
Stripped Head Bolts. [Inquiry] I have a stripped diesel head bolt, the 12-point triple square bit style. It seems it was damaged already and I finished it off. What can I use to get this out? [Response] The engine's previous mechanic had stripped one bolt on the install, and skipped at least one round of tightening, leading to a coolant to combustion chamber leak down the road. As I took it apart, i found the stripped head bolt, and my triple square tool spun freely. Grinding off the bolt top sounded no fun, so I bought a brand new bit. Set the bit in place, found the best spline alignment, and beat the crap out of it with a 3 LB sledge, forcing the bit as deep as it could go, and hopefully loosening the bolt a bit as well. My impact wrench then removed the bolt no problem. If that fails, I would weld the bit into the stripped hole, the heat will also help to free the bolt. If you can break/file/Dremell/die grind the head off the bolt, the threaded part will usualy come out pretty easily. It should be feasible to plunge cut the head off the bolt with an oxyacetylene torch if you are good at that kind of thing. Don't those bolts make the darndest noise as they break loose? I use a 3/4" drive breaker bar with the handle of my floor jack as a 30" cheater bar.
Plug Those Engine Ports While Working on The Engine! [Tips from R. Haire and Don Foster] Last week my '90 780T started knocking badly during a mild acceleration. The knock persisted. Seemed odd given the low miles and first rate history of the car, but realistically things can fail in the best engines. Still we decided on a staged tear down. Step one was a cam check and then a valve examination through the intake ports. All seemed OK there. Step 2 was pull the head and hope for something to fix. If not, pull the engine for rebuild. The car is just way to nice to consider anything else. There it was, one of those little clips that are fitted to the turbo hose clamps. Probably it was in the system from a turbo swap about 7 years ago. The overlooked piece in an otherwise first rate job at a good shop (PO had it done). The clip made it past the throttle plate and into the intake and cylinder. It was being hammered into the head by the piston. Literally driven 1/4" edge-wise into the aluminum. This is a good lesson for us all. When working on the engine, remember to carefully plug any ports into the engine to prevent dropping that little screw into an inaccessible spot. And remember to unplug all those same places during reassembly.....
Torque Wrench Purchase, Use and Care.
Types of Wrench Options. [Larry Carley, Tire Review, October 2003] A torque wrench can accurately measure the amount of torque being applied to a fastener, displaying the value in SAE or metric units or both. Torque wrenches come in various styles. The simplest and least expensive version is a beam-style torque wrench. You'll find them in the automotive section of many hardware stores, as well as DIY tool racks at parts stores. This type of tool has a long pointer beam that runs parallel to the handle shaft. When you apply force on the handle, the handle deflects, but the pointer remains straight to indicate how much torque is being applied. The pointer scale typically has calibration marks every at 5 pounds. To read the scale accurately, you must look at it straight on. You may also have to estimate the actual reading if the pointer is between lines. Provided the tool isn't abused or damaged, it should remain accurate almost indefinitely. Another style is the dial indicator torque wrench. On this tool, the beam is enclosed in a housing and operates a dial indicator to show how much torque is being applied. The dial indicator is more precise and is easier to read. Some are available with a light or buzzer to indicate when a preset torque value is achieved. There are also digital versions of the dial indictor torque wrench. Instead of a mechanical analog gauge, a LCD or LED display shows the exact torque value. Most digital wrenches also offer the capability to switch from SAE to metric units of measurement. Another popular style is the micrometer or click-style torque wrench. With this design, the tool makes an audible click to let you know when a certain torque level has been achieved. Inside the handle is a compression spring that exerts pressure against a lever held against a notch. The tool is adjusted by turning a threaded adjuster sleeve on the handle. When the desired torque is achieved, the lever jumps from the notch and makes a click - which you can also feel in the handle. Many technicians prefer this type of tool because it's fast and easy to use. You just pull on the handle until you hear or feel it click, then move on to the next fastener. One thing to keep in mind about adjustable click style torque wrenches is that you should always reset them back to zero after use. If a torque wrench is put away with the value set to a high reading, it can affect the accuracy of the compression spring over time, causing the tool to go out of calibration. One item that is a must with all types of mechanical torque wrenches is an angle gauge. This is a small metal or plastic wheel that mounts on the socket or tool drive to tell you how far around the wrench handle is being pulled from a particular point. The idea behind angle torquing fasteners is to eliminate variables in torque caused by dirty or damaged bolt threads. With this method, the fastener is usually tightened to a low value, then turned an additional number of degrees to achieve final loading.
Accuracy Issues Any tool or instrument calibrated to a specific standard may go out of calibration over time or as a result of misuse. Torque wrenches are no exception. A simple beam-style torque wrench is pretty reliable, but it's not as accurate as the dial- or click-type torque wrenches. If you drop a beam-style torque wrench and bend the pointer or scale, it obviously won't read accurately. You can bend things back to their original position, but that may not restore the tool's accuracy. The same goes for all types of torque wrenches. They are not designed to take a lot of abuse. Dropping the tool may knock it out of calibration. Misusing the tool can also affect its calibration. Never use a cheater bar on a torque wrench. Most experts also advise against using a torque wrench to break loose fasteners because the sudden shock when the fastener breaks free may affect calibration. Most experts say torque wrenches should be checked and recalibrated every six to 12 months, depending on use. The more frequently the tool is used, the more often it should be checked to make sure it's properly calibrated.
More Tips for Accurate Use. [Motor Magazine, Feb 02; Bruce; et al]
- Set it back to zero before you put it away to reduce spring fatigue and help to maintain accuracy.
- Don't drop it, pitch it into a toolbox drawer, slide it across the floor, leave it unprotected or hurl other tools on top of it.
- Never use a torque wrench as a breaker bar for loosening fasteners.
- Don't try to tighten a fastener beyond the range of the wrench
- Never use a cheater pipe on a torque wrench.
- If you have a click-type torque wrench and you haven't used it for several weeks, then prep it for use by getting its parts moving again. Adjust the torque setting to the middle of its range (for example, about 50 ft-lb on a 100-ft-lb wrench). Next, put it on a fastener and make the wrench click five or six times at the 50-ft-lb setting. Then adjust it to the required torque for the job at hand and you're ready to go.
- Always torque fasteners with a smooth, steady pull of the wrench. Never jerk or snap the handle abruptly; smooth and steady does it. And not too slow! A slow tug on the wrench does not allow the click-mechanism to release
at the proper torque; normal ratchet speeds are needed. Easy does not
do it!
- Always position a torque wrench so you're constantly pulling in a level plane, not upward or pushing downward on the wrench as you pull the handle.
- Always avoid the uppermost and lowermost ranges of any given torque wrench. Staying within the middle 60% of a wrench's range yields the best and most accurate results. For more accuracy at lower torques, the 3/8 and 1/4 drives inch torque wrenches work so much more accurately.
For torque wrench calibration and maintenance, try Ben Spurlock at Angle Repair and Calibration in Beckley, West Virginia (304-253-5720, www.anglerepair.com) If you use a torque wrench three to four times a month, you should have it checked at least once a year. Angle Repair charges $25 to calibrate any 1/2-inch drive or smaller torque wrench, 45 bucks for 3/4-inch jobs. Shipping is extra, and the turnaround time is usually a couple of days.
Calibrating a Torque Wrench in Your Shop. [Mark Kanzler, courtesy DieselDoctor] I figured this out when someone on another forum
asked where he could get a torque wrench calibrated.
I hate to pay for anything I can do myself... Regardless of type (micrometer or beam wrench), first put the square drive of the wrench in a vise, making sure
that the body of the wrench isn't touching (only the square
drive touches the vise).
Ratchet the wrench to a horizontal position.
- How to Do A "Micrometer" or "Click" type of Torque Wrench
- Measure out from the center of the square drive (this coincides
with the center of the fastener, the wrench may or may not ratchet
about this same point).
You can determine the center of the square drive by the point
at which two diagonal lines from the corners of the square intersect.
Mark this distance on the handle. Choose somewhere convenient,
like at an even number of inches near where your hand would be.
Write down this distance in inches or feet, depending if your
wrench is marked in inch pounds (in. lb) or foot pounds (ft lb).
- Get a weight, somewhere near the amount of force you might
typically extert on the handle (say, 20 lb, or 40 lb).
- Multiply the distance from the center of the square drive by
the weight you will use.
- If you wrench is a clicker type, set it to the number you
got when you multiplied the distance by the weight (inch lb
or ft lb). If it isn't the clicker type, read this anyway,
and then read the section on beam/pointer type wrenches.
- Using bailing wire, hang the weight at the mark on the handle.
If the wrench clicks, lift the weight, move it closer to the handle,
let the weight hang at the new location. You might start by moving it
an inch or two, and see if it still clicks.
If it still clicks, keep moving it closer until it doesn't, then gradually
move farther out (away from the vice) until you find the transition
point between where it clicks, and where it doesn't.
- Measure this distance. This is a new distance. You can now
use the ratio of the new distance, and the first (expected)
distance to determine a calibration factor.
- If the wrench didn't click when you first tried hanging the weight,
find how much farther out you have to hang the weight to make it
click. try to find the transition point. Measure this distance.
You will similarly use this distance to determine a calibration ratio.
Let:
Ts = the torque setting on the wrench.
D1 = distance measured first (to the mark you made)
D2 = distance to point at which wrench actually clicked.
Ta = actual torque the wrench is applying.
So, if you set your wrench to a given torque value (Ts)
the torque it is actually applying is:
Ta = Ts x (D2/D1)
And, if you want a certain actual torque (Ta) applied to a fastener,
you would set your wrench to a value given by this equation:
Ts = Ta x (D1/D2)
- Okay, put the wrench in the vise as described.
Mark it at 24" from the center of the square drive.
- Get a 20 Lb weight.
Set the wrench to 480 inch lbs or 40 ft lbs.
Hang the weight on the line.
If it clicks, move it towards the vice, if it diesn't, move it
towards the free end (away from the square drive).
Find where the threshold between where it will & won't
click is. Lets say that's at 26 inches.
- Okay, the torque it applied when you first hung the weight was
480 inch lb.
The torque it took to make it click at that setting was 26 in. x 20 lb
= 520 in lb (divide by 12 to get ft lb.)
- But from now on, with this info, you can do the following...
If you want to apply a certain amount, say 50 ft. lb.,
Just multiply 50 by 24/26 (or 12/13 if you're watching)
so 50 x 12/13 = 46.15
So, to torque a bolt to 50 lb, set your wrench to 46 "and a hair" ft lb.
Easy enough, eh?
Actually, once you know the ratio (like 12/13 = .923)
all you have to do is multiply the torque you want on the
bolt by that number (.923) to tell you what setting to
put the wrench at.
- How to Calibrate a Beam/Needle Pointer Type Torque Wrench:
- Hang a weight as above.
- Mark the torque wrench handle at a known distance from
the center of the square drive (you don't really even have
to mark it, just choose a convenient number like 10", 12",
24"...). Record this distance (D1).
Multiply the distance by the weight.
- Now move the hang point of weight along the handle until
the torque wrench needle is pointing to the value of torque
calculated above.
Measure the distance from the center of the square drive
to the point that the weight is now hanging, and that is the
the other distance (D2). These two distances will be used to
calculate a calibration ratio.
Now the equation is similar:
Let:
Ts = the torque that you will read on the pointer
D1 = the initial distance to apply the actual torque
D2 = the distance to make the needle point to the value calculated
Ta = the calculated torque from the cosen distance X known weight.
Okay here is an example.
I'll choose 24" (D1) and 20 lb again. We know that if we hang
a 20 lb weight 24" fron the center of the square drive, we are
applying 480 inch Lb (40 ft lb).
So, now we will move the weight until the needle points to
480 inch lb, or 40 ft lb. (if the needle was pointing to less
than the known torque, move the weight away from the square
drive (which is in the vice).
Now measure that distance (D2). Let's say it's 26"...
So, to torque a fastener to a desired value (say, 50 ft lb):
Using Ts = Ta x (D1/D2) = 50 x 24/26 = 50 x 12/13= 46.15
If you pull on the torque wrench until the needle points to
46.15 ft lb you will be applying the desired 50 ft lb.
And there you have it.
Essentially, your torque wrench was reading lower than the
torque it was actually applying, so if you pulled on it until
it read the torque you wanted, you would be overtightening
the fastener.
After you know the ratio
(like 12/13 = .923) all you have to do is multiply the torque you
want on the bolt by that number (.923) to tell you what setting to
read on the wrench to get that actual torque.
Torque Charts. Courtesy of Precision Instruments, the File shows torque standards for various metric and SAE fasteners as well as conversions from in-lbs to N-m, etc.. If you do not have the Volvo factory torque recommendation, use this chart.
Digital Multimeter Tips.
1. Basic Diagnosis. For a superb introduction to basic automobile electrical diagnosis using a digital multimeter and accessories, see Fluke Corporation's website reference at http://www.fluke.com/fluke/usen/solutions/automotive.htm
2. Diode Diagnosis. [Eye On Electronics, Motor Magazine,Mike Dale, Sept 2001] Another easy yet very useful test for the AC section of a DMM is determining if the alternator diodes are bad. With the meter on the AC scale, the lights on and the engine at approximately 1500 rpm, measure the AC voltage present between the output terminal of the alternator and ground. If the diodes in the alternator are good, this reading will be less than 500mV. This ripple voltage rides on top of the DC output from the alternator. When a diode is bad, the ripple voltage will be higher because one or more of the pulses was not rectified. Even the simplest DMM can perform this test in less than a minute.
One of the common uses for diodes on a vehicle is to clamp inductive loads. Door lock solenoids, compressor clutches and relays use electromagnetic coils. When these coils are turned off, the electromagnetic field collapses around them exactly the way it does in an ignition coil. While we're glad for that spike in an ignition coil, in a solenoid it's a threat to the power driver that controls the coil. A typical unclamped door lock solenoid may generate as much as 75 volts, while an a/c compressor clutch may generate 1200 volts.
The way to prevent this is to use a reverse-connected diode in parallel to the coil. When the coil is turned on, current flows through it in a direction opposite to that which the diode would conduct. When the coil is turned off, the current reverses and flows through the diode before any major voltage spike can develop.
If a coil driver is destroyed, the clamping diode must be checked to make sure that it's present and working properly. The diode test feature of a DMM offers a controlled current to the diode and measures the voltage drop across it. For the typical silicon diode, this should be about .6 volt. If no voltage drop is seen, reverse the leads and try again. If you still don't get a readable voltage drop, the diode is open and responsible for killing the power driver.
Another feature you can use to make sure a clamping diode is working is glitch capture. Here, the meter is set up to catch the spike that will be created on turnoff if the diode is shot. While most coil drivers are wired between ground and one side of the coil, some circuits have the driver between B+ and the coil. If the circuit you want to test has a feed control style driver, connect the meter's red lead to the control side and the black lead to ground. Reverse the connections for ground-side controlled coils. Activate the coil with the meter set on DC volts, using the highest scale available. Then press the appropriate buttons. When you turn off the coil, the meter will record both the minimum and maximum values. If the driver-killing spike is there, you'll see a value greater than ±30 volts, depending on how the diode is wired.
Crimping Wire Connections. [Rob Bareiss/John Horner/John Orrell] To achieve a good crimp using the average hand crimp tool (Craftsman, et al) you must properly hold and position the barrel of the crimp lug and be consistent about the pressure you apply to each crimped joint. Insufficient crimp pressure, improper sized terminals for the wire size, rotation or misplacement of the crimp force, and just plain cheaply made terminal lugs will all result in poor connections and wires pulling out of terminals, sometimes with minimal force applied.
Tips. See Tyco's page on their crimping tool, most especially the instruction sheet, for good tips on how to achieve a reliable crimped joint.
Failed crimps are usually due to too large a connector for a too thin wire. I n a pinch I'll cut the protruding conductor double-long, then fold it over. That gives a thicker conductor that fills a larger size connector if that's all I have - or if the other wire is thicker. After you make the crimp, hold the connector in one hand and the wire in the other. Give a good tug. A correct crimp will hold tightly while a marginal one will come right apart.I also find that nearly any connector will take a wire one step thicker than what its rated. So a connector spec'd for 14-16 ga. wire will do fine for 12 ga., as long as the wire ends are cleanly bundled together and you slide them into the connector nice and straight so they go in without fraying. If you use plastic sleeved crimp connectors, you may find that you crimp them hard enough that the metal protrudes through the plastic, requiring additional insulation. Some people insist on both crimping and soldering the connection, although a good crimp will be gas tight and not as subject to cracking as solder.
Electric Impact Wrenches. [Stoney] For those without air supplies, electric impact wrenches make sense for loosening and tightening bolts. I had the opportunity to run some tests on a variety of electric Impact wrenches. I had to test several TC Guns used on Steel erection jobs to tighten the TC style A325 3/4" dia bolts, and when we were done a couple of the other trades came over and asked if I could test some of their tools to settle a running bet. A Skidmore Wilheim gauge was used to verify all results. Max measure ment 100 Kips (100,000 lbs of torque) and gauge was calibrated on 11/03 by the maker. Verifivation was via a Proto 3/4" drive model 6020 600 ft lb torque wrench. 3 tests were done of each wrench with a new bolt each time. bolts were IFC/Vermont A325 3/4" 2" length new from a sealed can. Here are the results:
- Milwaukee 1/2" wrench avg of 3 415 ft lbs
- Dewalt 1/2" wrench avg of 3 385 ft lbs
- Hitachi 1/2" wrench avg of 3 270 ft lbs
- Chicago Electric 1/2" avg of 3 250 ft lbs (Chinese-made Harbor Freight unit)
- Ingersoll Rand 1/2" wrench 390 ft lbs (unit was over 15 years old!)
- No Name 1/2" wrench 225 ft lbs (typical EBay unit Red body)
- No Name 1/2" wrench 215 ft lbs (typical EBay special Blue/Green body)
- Sears Craftsman 1/2" Professional 235 ft lbs
- Sears Craftsman 1/2" wrench 250 ft lbs (plain-jane model)
So if you are in the market for a new tool, remember these results and remember that price and name mean nothing in results.
Using a Dial Indicator to Minimize Brake/Wheel Pulsation. [Courtesy Brake and Front End Magazine, Dec 2006, by Andrew Markel]
Runout in the Bearing Face
Rotate the hub bearing assembly by hand. Any roughness, looseness or noise from the bearing is an indication of damage.
- To check a hub bearing assembly’s internal clearance, use a dial indicator. To obtain accurate readings from the dial indicator it is important to thoroughly clean and smooth the surfaces where the dial indicator base and tip will be placed.
- The dial indicator base should be placed or clamped rigidly a secure portion of the suspension. Position the indicator tip perpendicular on the wheel pilot as close to the center of the hub assembly as possible.
- Grasp the wheel flange at the 3 o’clock and 9 o’clock positions, and push while oscillating the hub bearing assembly approximately 90° side-to-side at least five times. Set the dial indicator to zero. Next, pull while oscillating the hub bearing assembly approximately 90° side-to-side at least five times.
- Mark the high and low spots of the runout on the face.
- Observe the total indicator movement. If it exceeds the specs, replace the bearing assembly.
 Runout in the Rotor Runout in the Rotor
- Tighten down the rotor with the correct conical washers and torque.
- Using a micrometer to check parallelism. Measure rotor thickness at six equally spaced points around the circumference of the rotor. More than .0005 in. of variation means the rotor needs to be resurfaced.
- Check the taper with the micrometer. Rotor taper (the difference in thickness between the inner and outer edges of the rotor face) should not exceed .003 in.
- To check lateral runout, the dial indicator’s tip of the indicator against the rotor’s face in the center.
- Mark the high and low spots of runout in the rotor.
 Matching the Hub to the Rotor Matching the Hub to the Rotor
- By measuring and marking the high and low spots of runout in the hub and rotor, it is possible to match the high spot of runout in the hub with the low spot of runout in the rotor.
- Match and measure.
- This technique can be used to minimize the amount of material removed with a on-the-car brake lathe.
Jacking Your Car and Jack Points. [Inquiry] Where do I apply the jacking if I'm going to place the jack stands at the four jacking points specified in the owner's manual? Responses: Chris Herbst and Bram Smits]
Possible locations for your floor jack:
- center of front (engine) crossmember (this is true for the 700, 900 and 960/90 series)
- jack points themselves (use a piece of leather or foam to keep from chipping the paint)
- rear axle (bottom of the differential)
Use a decent quality floor jack to raise the car, but use only jack stands to support it. NEVER use the factory car jack to do anything other than change a flat tire, and use it only at the factory jack points.
Possible locations for jack stands:
- rear axle tubes (but be careful with the rather flat type of jackstands that it doesn't slip off)
- The four jacking points (according to the owner's manual):
- front - just behind the fore wheels underneath the doors
- rear - just in front of the rear wheels again underneath the rear doors.
- chassis rails slightly front of front jack points (this is actually a suggestion in the Volvo and Haynes manuals).
If you're doing rear bushing work (assuming rear axle/suspension bushings) you obviously don't want the weight of the car resting on the rear axle, so you place your floor jack under the rear axle and put the jack stands under the jack points, leaving the axle to hang free (and able to be supported/lowered/raised with the jack).
Contamination Caution: Silicone-Based Products. [Editor] Silicone in any form will contaminate your oxygen sensor and quickly render it worthless. Don't spray any silicone-based lube around the engine. If you use silicone-based RTV gasket material anywhere on the engine, especially in manifolds or valve covers, make sure the tube says "sensor-safe RTV compound". Silicone from the gasket can likewise contaminate your oxygen sensor.
Sealing: Fastener Lube and Gasket Surfaces
[Excerpts from Motor Service Magazine, Feb 2002, The Sweet Science of Sealing, by Greg McConiga]
Thread Lubes:
You'd better be aware of the effect whatever you're putting on those threads has on bolt stretch and clamping force. You don't want to snap one off or over-crush the gasket. In all cases, if the manual states to install the fastener dry, then install it dry. If a lube, sealer or thread locker is specified, then get the right one or its equivalent. Small changes in friction between the ramps that form the threads will result in huge changes in fastener stretch and using the wrong material in the wrong spot will often result in a comeback..... If a bolt's supposed to be lubricated, don't forget to do the underside of the head. That little bit of friction makes quite a difference in bolt stretch....Head bolts used against aluminum often have a hardened washer to help distribute the load. Make sure the rounded or chamfered side of the washer is facing up.
Cements, Adhesives, Sealants:
Speaking of the wrong materials, other things to avoid are the universal stick-ems we used to coat gaskets with in days gone by. Careful surface preparation and thousands of hours of gasket engineering are wasted if you're using half a pound of goop on every gasket and O-ring. Contact cements, lacquers, copper coating glues, RTV, etc. can cause gasket slip, plug drain and supply holes punched in the gasket, impede heat transfer, make a gasket stick and tear, or soften the gasket's surface enough to cause premature failure. In engine sealing, the mark of an expert is decidedly not a big wad of hardened silicone squeezed out of every joint, but proper preparation of sealing surfaces.
Surface Preparation:
Speaking of surface prep, the use of 3M-style abrasive disks for cleaning them is an absolute no-no. Contrary to popular belief, even the new designs with the abrasive encapsulated in plastic are not safe and will destroy an engine. Clearances are tighter today than ever before, and even the slightest silicate contamination in the oil will wipe out a set of bearings. Plus, abrasive disks will remove significant amounts of metal. They'll even do a job on cast iron (if you doubt this, grab an old rotor and your disc cleaning tool and lean into it the flying sparks show you what's happening). They are especially bad about removing metal from around holes, creating a concave depression. Use a scraper and chemical gasket removers.
Properly prepped mating surfaces should be clean and dry, with no oil, fingerprints, solvent residue or antifreeze remaining. The surfaces must, of course, be flat. Measure for waves and warpage end to end at the top, middle and bottom, and diagonally in both directions. That means both the part and the surface it mounts to -- add readings to get the total. The total across the width of the cylinder head should be less than .002 in. for all engines. Along the length, not more than .003 in. for a V6, .004 in. for fours and V8s, .006 in. for inline sixes. [Volvo spec for B230F: max 0.5mm/0.02 inches lengthwise, 0.25mm/0.01 in crosswise] Just remember the max is one one-thousandth per bore, over the length and across the diagonals.
Then there's finish, which can be checked with a comparator gauge, an item that should be in every major man's tool box. It's a lot cheaper than a surface profilometer! A finish rougher than 113 RA (roughness average) or 125 RMS (root-mean-square) has too much variation between the peaks and valleys to allow a proper seal, and may have enough tooth to grab the gasket and cause it to tear. Too smooth can be a problem as well surface finishes below 54 RA or 60 RMS may not secure the gasket properly. With MLS (Multi-Layer Steel) head gaskets such as those found on Ford Modulars, however, an almost mirror-like 20 RA or 22 RMS is ideal. In all cases, refer to the manufacturer's recommendations. [Volvo provides no surface finish spec.]
Cooling System Crevice Corrosion:
Crevice corrosion occurs in cooling systems where a tiny quantity of coolant gets trapped in a stagnant area, and the additives are depleted because they can't be renewed from the main body of coolant. If you see etched aluminum intakes or coolant passages on aluminum heads, or if you see rotted hose necks, that's what's happening.
Engine Dissassembly:
Always disassembly bimetallic engines after they've cooled down completely. Taking them apart hot is just asking for trouble. If you're in a hurry, grab a fan and lay it on top of the engine to force the cool down.
Use of RTV Silicone as Gasket:
To reliably seal metal-to-metal joints, RTVs must be applied to clean, dry surfaces and allowed to cure before the vehicle is placed in service. Chemical gasket removers and aerosol solvents like brake cleaner can be used to prepare the surface for an RTV application. Without adequate surface preparation, formed-in-place RTV gaskets can be a gamble, so the proverbial ounce of prevention is, in this case, worth a pound of cure.
Antiseize
Using Antiseize on Threads. [Editor] Torque settings are always (except on bicycles) specified dry: no lube. The few exceptions include head bolts. Antiseize, beneficial though it may be, is still a lubricant and as a result you have to adjust the torque spec DOWN by between thirty and forty percent when using antiseize. This is not universal, just a rule of thumb, and will vary by fastener and material. It is especially important for threads inserted into in soft materials, as with spark plugs and manifold studs.
Antiseize Applications. [Editor] See the Loctite and Antiseize Technology sites for information about the use and application of antiseize compounds. Consider using different compounds according to where they are best applied on the car: normal copper grade for most bolts and nuts; marine grade for undercar components exposed to salt spray; high-temperature grade for spark plugs and exhaust fittings.
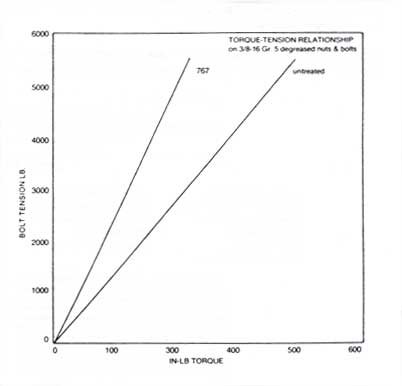
Reducing Torque on Bolts Treated with Antiseize. [Editor] Because AS acts as a lubricant, it is possible to overtorque your bolts. Typically you reduce the applied torque by 10-15%. See the Loctite chart for insights on untreated vs treated with Formula 767 copper AS. Source: Loctite Corp. Product Data Sheet Graphite, Aluminum, Copper AS Formula 767, Aug. 87
Plastic Part Repair Tips.
Adhesives. [Tips from Randy] Over time you will find that, no matter how careful you are, you will end up with a broken mounting tab on a piece of plastic somewhere. I have recently made two repairs to plastic parts that worked out quite well so thought I would share:
On my 960, the door speaker grillwork is a slide-snap fit. The rear end being two tabs that slide into slots, and the front end has two hollow, cube protrusions molded into the back of the grill that fit over two plastic T studs that protrude from the door panel that get captured in the two slotted cubes. All it takes is one idiot trying to remove the grill by pulling instead of sliding to break or crack the mounting 'cubes.' As my grill had gotten to the point of falling off at will I figured that I had little to lose, so I did the repair this way-
All you will need is an old floppy diskette and a tube of Grip-Ton-Ite super glue for plastic or Devcon Plastic Welder. I got mine at Lowe's. This stuff, from what I can tell, is superglue with a solvent in it. The theory seems to be that if it can't melt it together, it can glue it together, and I will say that from my various experiences with the stuff in the garage and in the home is that it really works, even in small surface area, medium-high stressed parts.!
Split the floppy case into its two halves and discard all the innards including the white slippery stuff that lines the halves. Cut two large strips about an inch wide from one half and chuck them in a vise with about half in the jaws and half protruding. Use a heat gun and gently heat the area of the plastic closest to the vise. When they seem soft enough, use a piece of sheet metal or equivalent and bend them to a 90 degree angle to the vise. Let them cool for a minute then remove from the vise. You now have two L shaped pieces of thin, strong plastic.
Using a sharp pair of scissors you can trim the pieces to fit over the contour of the broken plastic. Now, using what good plastic is left, or the other grill from the opposite side of the car, trace the keyhole opening using a bent paper clip, sharpened at one end, onto the parts you just made. I used a Dremel to carve the openings as close as possible, and tested them on the T studs on the door panel before gluing them into place. If too much of the plastic is missing, some creative cutting and gluing can fabricate what you need. If too much is missing, find some thicker plastic to work with. [Editor: John Sargent has an alternative approach to repair using screws which is likely much more robust.]
The other repair I made was to the plastic stone guard panel under the radiator. The two tabs on the forward edge that hold it to the back of the bumper (as I remember) were both broken off, and at high speed the panel was flapping and making a racket. I made two replacement tabs from scrap of a corner guard- the 90 degree stuff that you put on corners of walls to protect the wallpaper from wear (also from Lowe's). I cut it to shape with sharp scissors much the same way that I did for the speaker grill. With some care and patience, these sorts of repairs can be easily accomplished, and save the unnecessary replacement of expensive parts. You will find this super glue for plastic to quickly become a staple of your repair kit!
New Anaerobic Adhesive for Plastic and Dissimilar Parts: http://www.insta-fix.com/
Hot Glue Gun and Colored Glue Sticks. [Mike Niotis] I have found black matte Glue Sticks which resemble the plastic bumper material very useful. Some of the repairs I have made using the HGG are the following:
- Repaired a nasty cut In my front bumper after a guy backed off with his hitch. The repair is almost 100% undetectable, you have to use your touch to feel the difference
- Glued one of my reverse Lenses that fell off.
- Repaired the black trim above the bumpers. By using a razor and sanding down the material you get everything back to stock condition. If you paint it..you can't really tell the difference.
- Glued the glovebox door cap and preventing it from rattling
- Fixed a broken PCV valve after a piple fell off.
- Fixed a crack around the fuel sender unit exit port.
- Fixed cracks on the dashboard and vinyl, then painted it saddle brown. It almost looks like NEW. The cracks are invisible.
Buy the matte non-shiny sticks for best results.
Volvo
Maintenance FAQ for 7xx/9xx/90 Cars
|